

铣扁机常用刀具有镶钨钢焊接锯片刀、整体全钨钢锯片刀、钻头及球形铣刀。镶钨钢焊接锯片刀齿数可以做的很稀,通常是针对不好排渣的铝、铜材料选用,也可以针对一些开槽产品相对比较宽,考虑其刀具成本问题,也可以选用镶钨钢焊接锯片刀来加工,其缺点是不耐磨,不耐反复修磨。如图:

然而,整体钨钢锯片刀在自动铣槽机使用比较广,针对不同材料整体钨钢锯片刀齿数选择也是有要求,如加工铜材料通常建议齿数做密;加工铁材料齿数相对铜做稀点;加工45号钢、不锈钢303/304/316、20CrMn、冷镦料及打头料齿数在铁材料基础上再做稀,同时刀片还要镀钛,能保证在加工中经久耐用。
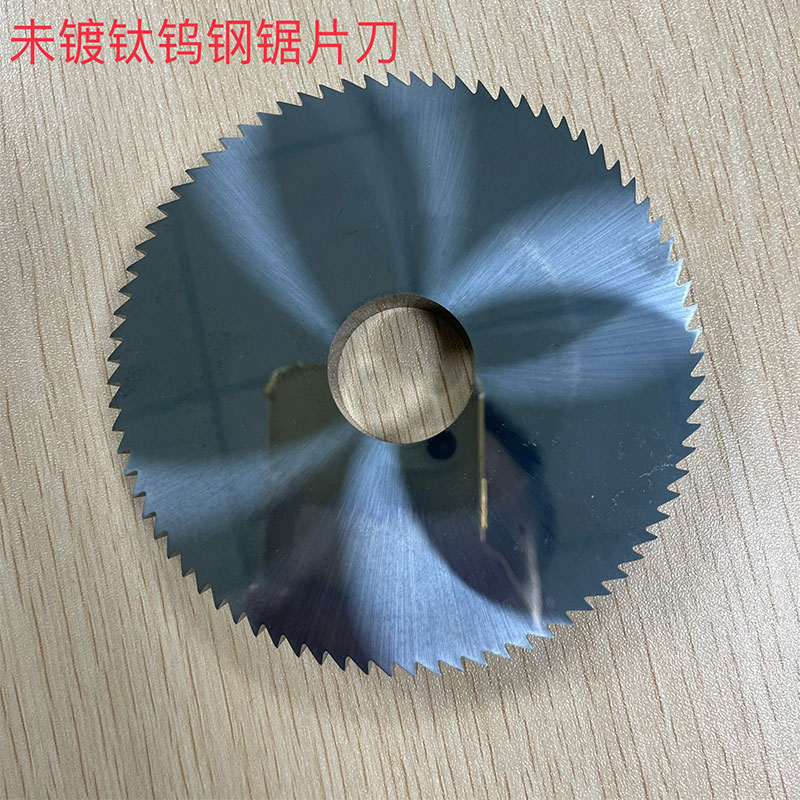
整体未镀钛钨钢锯片刀如图:
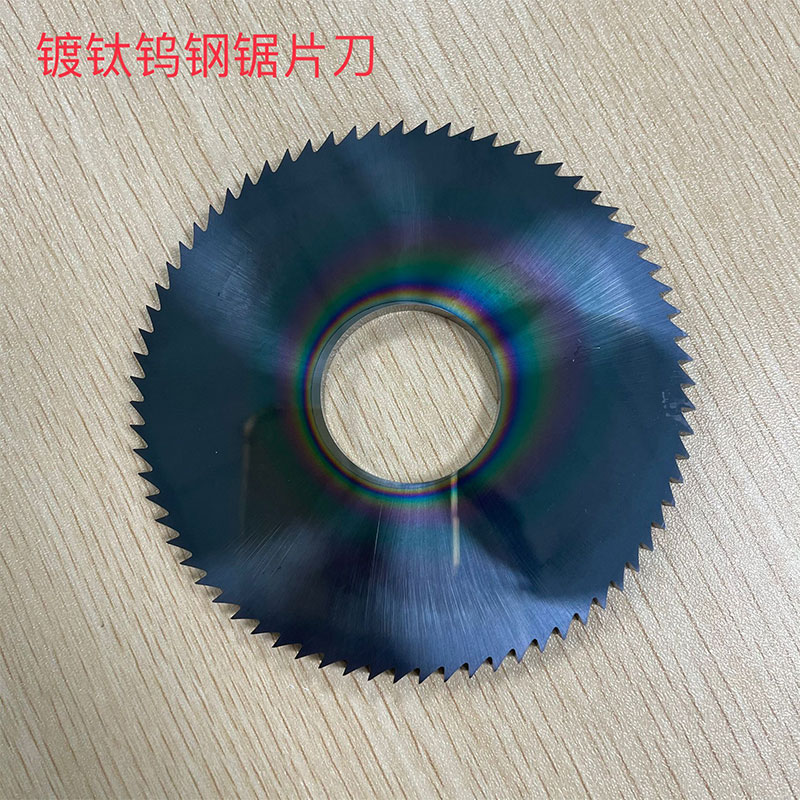
整体镀钛钨钢锯片刀如图:
钻头通常是起到打孔作用,其选择种类也多如麻花钻、苏氏钻头、全钨钢钻头、扁钻等任选其一。近两年我们使用的球形铣刀也是比较多,如雾化芯支架不断在升级,其必须要用到球形铣刀同时有的需要带角度。如图:
